















आईएसओ 17744 तापमान और दबाव के आधार पर विशिष्ट आयतन का निर्धारण (पीवीटी आरेख)
इंजेक्शन मोल्डिंग की प्रक्रिया में, महत्वपूर्ण विफलताएं हो सकती हैं, भले ही मोल्ड भरने को सफलतापूर्वक निष्पादित किया गया हो।
- घर पृष्ठ >> सेवा उद्योग >> मानकों के अनुसार >> आईएसओ
आईएसओ 17744 तापमान और दबाव के आधार पर विशिष्ट आयतन का निर्धारण (पीवीटी आरेख)

आईएसओ 17744 तापमान और दबाव के आधार पर विशिष्ट आयतन का निर्धारण (पीवीटी आरेख)
इंजेक्शन मोल्डिंग की प्रक्रिया में, महत्वपूर्ण विफलताएं हो सकती हैं, भले ही मोल्ड भरने को सफलतापूर्वक निष्पादित किया गया हो।
एक उद्धरण प्राप्त करेंउत्पाद विवरण
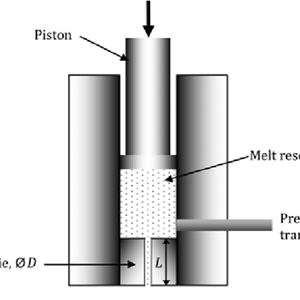
इंजेक्शन मोल्डिंग की प्रक्रिया में, महत्वपूर्ण विफलताएं हो सकती हैं, भले ही मोल्ड भरने को सफलतापूर्वक निष्पादित किया गया हो। ऐसा इसलिए है क्योंकि ठंडा होने पर प्लास्टिक उत्पाद का संकुचन अवशिष्ट तनाव या यहां तक कि भाग की विफलता या विकृति का कारण बन सकता है। आईएसओ 17744 मोल्ड डिजाइनर को विभिन्न स्थितियों के बीच पिघल की मात्रा में कमी की भविष्यवाणी करके इस जोखिम को कम करने और विफलता के अवसरों को कम करने में मदद करता है। परीक्षण तापमान और आयतन नियंत्रण के साथ एक उच्च दबाव वाले उपकरण में नमूने को संलग्न करके किया जाता है, उदाहरण के लिए डाई निकास को प्लग करने के लिए उपयुक्त फिक्स्चर के साथ एक केशिका रियोमीटर। फिर विभिन्न प्रकार की स्थितियाँ लागू की जा सकती हैं, और दबाव, आयतन और तापमान का एक नक्शा (पीवीटी आरेख) तैयार किया जा सकता है। आमतौर पर, इनमें से एक चर को पूरे परीक्षण के दौरान स्थिर रखा जाता है।
उत्पाद पैरामीटर
आइए, आप
| Name | Download |
|---|
लागू उद्योग
संबंधित उत्पाद



-
टेलीफोन:+86 15910081986
पता:नंबर 4715, जिंग्शी वेस्ट रोड, हुआयिन जिला, जिनान, शेडोंग, चीन
मेलबोर्ड:admin@jnkason.com
-
परीक्षण मशीन उपकरण मेटलोग्राफिक विश्लेषण कठोरता परीक्षक श्रृंखला
©2026 जिनान कसन टेस्टिंग इक्विपमेंट कंपनी, लिमिटेड